news
国内塑胶行业的挤出机大致分为两类,一种是单螺杆挤出机,一种是双螺杆挤出机,因为这两种设备都有各自的特点,所以在塑胶行业都广泛应用。
那么这两种挤出机各有什么优势,他们之间又有着什么样的区别呢?如何根据不同原料选取螺杆参数?
单螺杆挤出机顾名思义,挤出机筒体内有一根螺杆。一般在有效长度上分为三段,按螺杆直径大小、螺距、螺深确定三段有效长度,一般按各占三分之一划分。
第一段:从料口的最后一段螺纹开始,叫输送段。物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。
第二段,叫压缩段。此段螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩(由输送段三,在这里可压缩到一,这叫螺杆的压缩比——3:1,有的机器也有不同),完成塑化的物料进入到第三段。
第三段:计量段。此处物料保持塑化温度,只是象计量泵那样准确、bwin必赢官网入口定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。
单螺杆挤出机主要应用于管材、片材、板材、异型材的挤出,部分改性材料造粒。

双螺杆挤出机包含以下多个系统,螺杆系统主要完成物料的塑化及输送过程,对制出成品的性能质量影响非常大。
①喂料系统:包含料斗、搅拌电机、喂料电机。可预防物料堆积,便于其顺利进入进料口。
③冷却系统:使用导热油或水组成的换热系统降低机身热量,从而达到有效控制筒体温度的作用。
④液压换网系统:使用可更换的过滤网拦截杂质,提高塑化程度,保证产出物料的质量的均一性和稳定性。
⑦螺杆系统:挤出机最重要的组成部分,可分为输送段、熔融段(排气口)、塑化段(真空口)、排料段。
平行双螺杆挤出机的螺杆系统一般分为4段:输送段、熔融段(排气口)、塑化段(真空口)、排料段。
④排料段:输送和增压,形成一定压力,使物料更紧密,同时进一步混合,达到挤出造粒的目的。
②导程使用效果:导程越多,则螺杆挤出量增加,物料停留时间越短,物料混合能力越弱。
③ 小导程的通常使用方法:组合上逐渐减小,用于输送段、熔融段、塑化段,起到增压,提高熔融;提高混合物的均化程度及输送量的稳定性。
①方向分类:有正向和反向。正向,促进物料流动及实现其功能;反向,也称为反旋,对物料的输送有回流作用,延长物料停留时间,增强塑化能力,提高混料效果。
③作用与效果:正向时,增大交错角,降低输送能力,延长停留时间,提高塑化程度。针对分散而言,角度越大效果越明显;分散混合一般在角度45°时最好,其次是30°,最差是60°。
④ 头数的作用效果:正向时,头数越少,挤出输送能力越大,扭矩越大,混合效果也越优,但剪切作用越少;反向时,头数越少,挤出输送能力越小,混合效果越优。
让我们从价格,操作性,螺杆等方面具体了解一下这两种挤出机到底有什么区别。
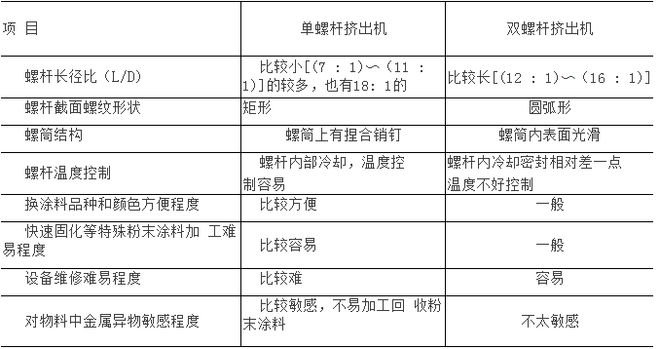
单螺杆挤出机结构简单,价格低;双螺杆结构复杂,价格高。双螺杆挤出机大概是比单螺杆挤出机贵了到1倍左右。个别会更高,具体因厂家,型号而异。
对于操作来说,实际上两者相差并不是很大。但是单螺杆挤出机的工艺,配方较为简单,而双螺杆挤出机的工艺,工艺,配方会更加复杂一些。
双螺杆螺纹可根据料的情况和操作人的心情随意组合螺纹。单螺杆就比较死板,不能组合螺杆。
双螺杆挤出机产量大,挤出速度快,单位产量耗能低,而单螺杆差之。双螺杆挤出机的效率大部分是单螺杆挤出机的大约1倍左右。具体依厂家,型号而定。
简单来说就是单螺杆适合聚合物的塑化挤出,适合颗粒料的挤出加工,如:成型,吹膜、注塑等,使用材料范围广;
双螺杆挤出机具有很好的混炼塑化能力,比较适合塑料的改性。而且双螺杆挤出机可以制造双色。
就维修方面来说,单螺杆会比双螺杆更加简单一些,因为单螺杆的结构比较简单,便于修理。
单螺杆挤出机的输送主要依靠物料与机筒间所产生的摩擦力,异向双螺杆挤出机为正向输送,有强制将物料推向前进的作用,并且异向双螺杆挤出机在两根螺杆的啮合处还对物料产生剪切作用。(针对异向双螺杆挤出机)
单螺杆挤出机中速度分布相对来说比较明确并且易于描述,异向双螺杆挤出机中的情况则相当复杂并且描述困难。这主要是由于其螺杆有啮合区,发生在啮合区的复杂流动使其具有混合充分、热传递均匀、熔融能力强、排气性能良好等许多优点,但难以准确地分析啮合区的流动状态。(针对异向双螺杆挤出机)
双螺杆挤出机的应用举例:玻纤增强、阻燃料造粒(如PA6、PA66、PET、PBT、PP、PC增强阻燃等),高填充料造粒(如PE、PP填充75% CaCO3),热敏性物料造粒(如PVC、XLPE电缆料),浓色母粒(如填充50%色粉),防静电母粒、合金、着色、低填充共混造粒,电缆料造粒(如护套料、绝缘料),XLPE管材料造粒(如用于热水交联的母粒),热固性塑料混炼挤出(如酚醛树脂、环氧树脂、粉末涂料),热熔胶、PU反应挤出造粒(如EVA热熔胶、聚氨脂),K树脂、SBS脱挥造粒等。

单螺杆挤出机应用举例:适用于PP-R管、PE燃气管、PEX交联管,铝塑复合管,ABS管、PVC管、HDPE硅芯管及各种共挤复合管;适用于PVC、PET、PS、PP、PC等型材及板材的挤出,其它各种塑料的挤出如丝、棒等;调节挤出机转速及改变挤出螺杆的结构可适用于生产PVC、聚烯烃类等各种塑料异型材。

①非结晶性塑料,无明显熔点,玻璃化温度140°~150℃,熔融温度215℃~225℃,成型温度250℃~320℃。
②粘度大,对温度较敏感,在正常加工温度范围内热稳定性较好,300℃长时停留基本不分解,超过340℃开始分解,粘度受剪切速率影响较小。
a.L/D针对其热稳定性好,粘度大的特性,bwin必赢官网入口为提高塑化效果尽量选取大的长径比。
由于其融熔温度范围较宽,故采用渐变型螺杆。L1=30%全长,L2=46%全长。
b.压缩比ε由渐变度A需与熔融速率相适应,但目前融熔速率还无法计算得出,根据PC从225℃融化至320℃之间可加工的特性,其渐变度A值可相对取中等偏上的值,在L2较大的情况下,普通渐变型螺杆ε=2~3。
c.因其粘度高,吸水性强,故在均化段之前,压缩段之后于螺杆上加混炼结构,以加强固体床解体,同时,可使其中夹带的水份变成气体逸出。
①玻璃化温度105℃,熔融温度大于160℃,分解温度270℃,成型温度范围很宽。
a.L/D选取长径比为20~22的渐变型螺杆,视其制品成型的精度要求一般L1=40%, L2=40%。
①结晶性塑料,种类较多,种类不一样,其熔点也不一样,且熔点范围窄,一般所用PA66其熔点为260℃~265℃。
b.压缩比,一般选取3~3.5,其中防止过热分解h3=0.07~0.08D。
c.因其粘度低,故止逆环处与机筒间隙应尽量小,约0.05,螺杆与机筒间隙约0.08,如有需要,视其材料,前端可配止逆环,射嘴处应自锁。
①熔点250℃~260℃,吹塑级PET则成型温度较广一点,大约255℃~290℃。
b. 采用低剪切、低压缩比的螺杆,压缩比ε ,一般取1.8~2,同时剪切过热导致变色或不透明h3=0.09D。
①无明显熔点,60℃变软,100℃~150℃粘弹态,140℃时熔融,同时分解,170℃分解迅速,软化点接近于分解点,分解释放于HCl气体。
e . 为防止藏料,无止逆环,头部锥度20°~30°,对软胶较适应,如制品要求较高,可采用无计量段,分离型螺杆,此种螺杆对硬质PVC较适合,而且为配合温控,加料段螺杆内部加冷却水或油孔,机筒外加冷水或油槽,温度控制精度±2℃左右。
PP、ABS、PS、AS、PE、POE、PC、PA、POM、PMMA等十余个品种,LG甬兴、镇江奇美、扬巴、中石油、中石化等各大石化厂家的百余种优势资源,供您选择~

 400-085-0996
400-085-0996 